









非穿通型IGBT与场截止型IGBT在实际应 用中的差异V4.0
作者单位: 江苏中科君芯科技有限公司
摘要:在相同的逆变焊机平台上,分别测试NPT-IGBT与FS-IGBT的温升,及VGE,VCE, IC等波形,对比分析NPT-IGBT与FS-IGBT在逆变焊机应用中的优异。
关键字:非穿通型NPT-IGBT,场截止型FS-IGBT,逆变焊机.
1、前言
IGBT (Insulated Gate Bipolar Transistor)全称为绝缘栅双极晶体管,作为逆变焊机中高频逆变的主要开关器件,其性能的优劣将直接影响焊机整体表现。随着国内工艺水平和设计能力的提升,国产IGBT开始进入焊机领域。中科君芯IGBT芯片技术历经穿通型(PT)IGBT与非穿通(NPT)型IGBT,过渡到目前国际最新的沟槽栅场截止型技术FS-IGBT(图1)。针对焊机产品的1200V系列正是采用了这一最新技术。
相对于PT和NPT,FS技术的特点为正面采用沟槽栅结构可进一步减小正向导通时饱和压降值VCE(sat),同时背面采用场截止技术进一步优化器件的开关性能,在提高性能同时可使芯片做的更薄,这种结构特性对高压器件来说是至关重要的。

焊机领域开关频率一般≥20kHz,为适应这一频率要求,特别针对开关特性和饱和压降进行折中优化,保证在降低开关损耗的前提下导通压降值不能有显著增加。
因变压器漏感及引线寄生电感的存在,当IGBT关断时,di/dt在杂散电感上形成电压尖峰,针对这一特点,在设计IGBT耐压时进行优化处理(标称1200V器件的实际耐压值达到1400V左右)。
另外焊机中和IGBT反并联的FRD及外置吸收电容的存在,使得IGBT在开通时产生很大的du/dt,导致IGBT开通时流过IGBT的电流会出现较大的峰值。在设计IGBT时特别针对IGBT的集电极重复峰值电流ICRM进行特殊处理,从而使峰值电流在额定值的4倍条件下进行安全工作,并考核在不同脉冲宽度下该器件承受峰值电流的能力。
本文通过对中科君芯1200V FS-IGBT和国外主流器件在逆变电焊机上进行对比测试,分析探讨NPT与FS技术IGBT在实际应用中的优劣与差异。
2、实验平台
国内某品牌220V/380V双电压输入电焊机,型号为ZX7-250ML,全桥电路拓扑,单台机器IGBT用量为4pcs, 25A 1200V单管IGBT,机器初始设计用国际F品牌 NPT-IGBT单管,测试时用国际I品牌FS-IGBT和君芯FS-IGBT单管器件直接替换测试,未调整驱动电路。工作时IGBT开关频率为26kHz。
3、温升对比实验
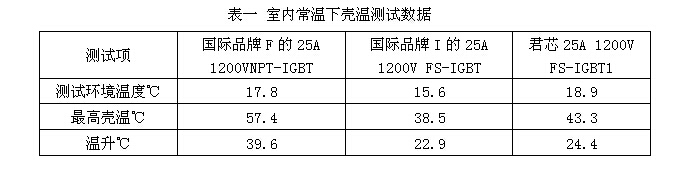
测试目的:测试场截止型FS-IGBT与NPT-IGBT在焊机应用中的温升性能优异。
测试方法:输入电压220V,实际输出电流160A,输出电压26.4V,60%暂载率测试.
测试结果:
室内常温下测试结果数据:
高温老化实验室内测试结果数据:

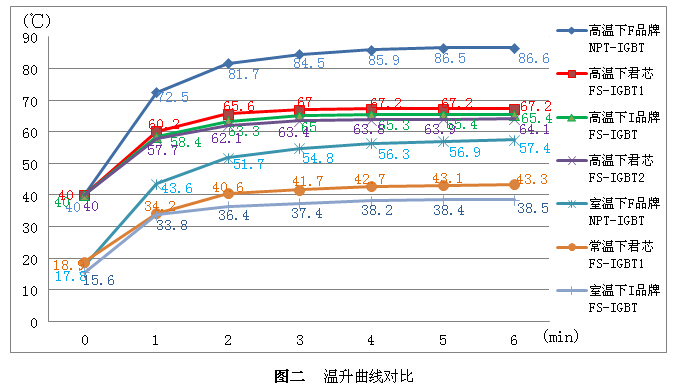
在此款机型测试平台下及相同测试条件中,场截止型IGBT温升性能明显优于非串通型IGBT。中科君芯场截止型IGBT与国际领先的I品牌FS-IGBT在温升性能变现上相当。
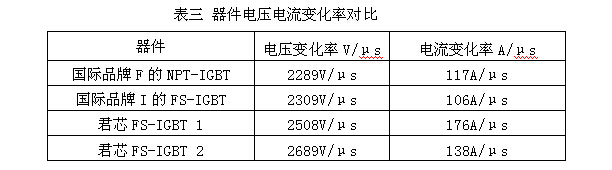
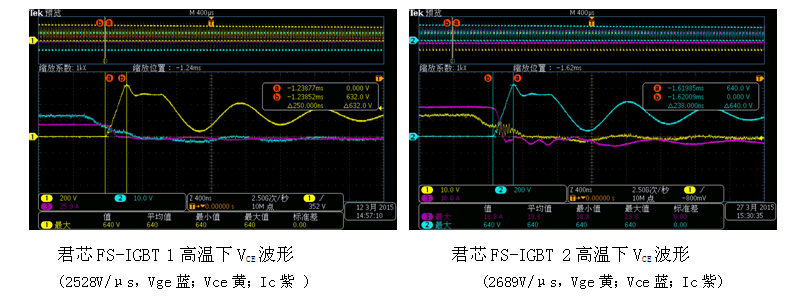
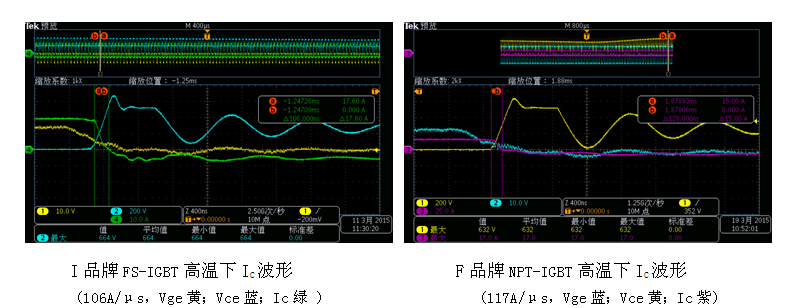
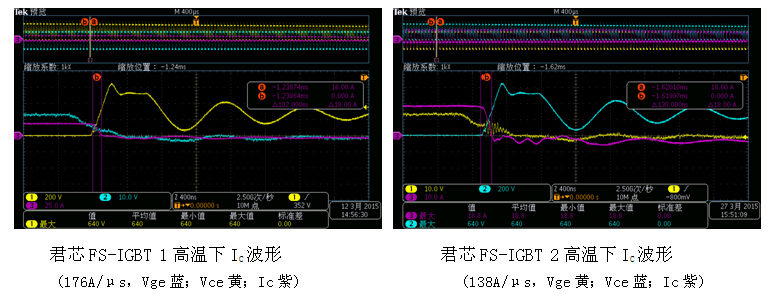
4、VCE, IC,VGE波形对比测试实验
测试目的:测试场截止型FS-IGBT与NPT-IGBT在焊机应用中的相关波形是否存在较大差异
测试方法:高温40℃下,输入电压220V,实际输出电流160A,输出电压26.4V。
测试结果:
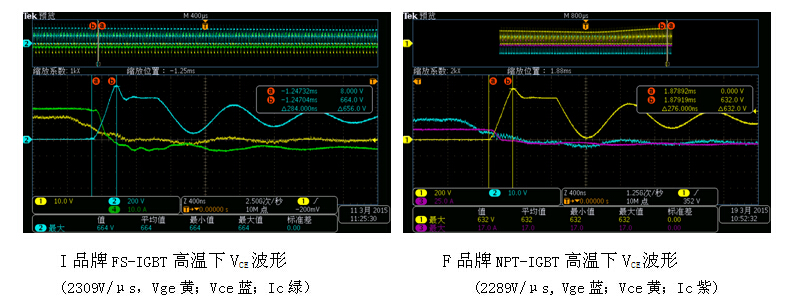
VCE波形对比:
Ic波形对比:
结论:
在该测试平台及上述测试条件下,NPT-IGBT与FS-IGBT波形接近,测试数据均在规格范围之内。在实际焊接电流冲击实验过程中,测试实验器件冲击电流都未超过额定值的2倍(50A);经过多次点焊,及连续焊接;器件表现稳定,抗冲击性无差异。
总结:
通过以上实验数据,表明场截止型IGBT比非穿通型IGBT在较高频率的逆变焊机应用中,温升性能表现更优,可持续负载时间更长。中科君芯自主研发的FS IGBT芯片技术已经和国际一线品牌相当。
@2015江苏中科君芯科技有限公司 苏ICP备15018141号 工信部备案系统网址:www.beian.miit.gov.cn
地址:江苏省无锡市新区菱湖大道200号中国传感网国际创新园D2栋五层 电话: (+86) 0510-81884888
传真: (+86) 0510-85381915 E-mail:junshine@cas-junshine.com
网址:http://www.cas-junshine.com
